
Cs. Kádár Péter - XXI. századi Diszkónika, 467. A CD gyártása
A műsoros, gyári CD megtévesztően egyszerű megjelenésű eszköz: vékony korong, amelynek az egyik oldala ezüstösen csillog, a másik oldala feliratokat, esetleg képeket tartalmaz.
A CD-DA négy rétegből épül föl.

A polikarbonát átlátszó adathordozó (szubsztrát) réteg vastagsága 1,2 mm. A fény légüres térben gond nélkül terjed, átlátszó anyagi közegekben a fény lelassul. Ezért a vákuumbeli fénysebesség kitüntetett érték, amihez célszerű viszonyítani az összes többi közegben a fény sebességét. Az anyagok abszolút törésmutatója a fény légüres térben való és az adott átlátszó anyagban való sebességének a hányadosa. Ez az érték mindig nagyobb 1-nél, hiszen, ha kisebb lenne, akkor az átlátszó anyagban a fény gyorsabban terjedne, mint a légüres térben, ami lehetetlen. A levegő abszolút törésmutatója 1,0029, elhanyagolhatóan nagyobb, mint a légüres téré. A CD gyártásához használt polikarbonát törésmutatójának 1,46-nak kell lennie. A CD-be 30 fokban beérkező fénysugár a polikarbonátban 20 fokban folytatja útját. A polikarbonát hordozót elérő fénysugár, a fényfolt átmérője kb. 0,8-1 mm, ami a visszaverő réteghez érve 1,6 µm-esre csökken. A visszaverő réteg általában alumínium, ritkábban ezüst vagy arany. A vékony visszaverő réteget akril lakkréteg védi, s erre kerül a címke. A CD főbb méreteit láthatod az alábbi ábrán.
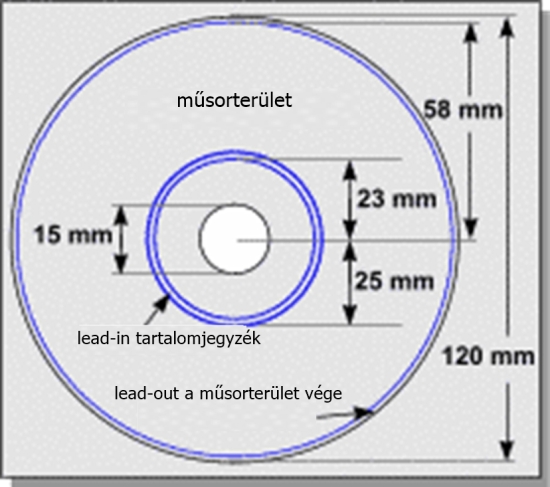
Megjegyzem, elvétve nem csak 120 mm-es CD-t gyártottak, de az egyszerűség kedvéért csak a szabványos CD-vel foglalkozom.
A CD-n az adatok tárolása egyetlen spirál alakú nyomvonalon történik. Ezt a pályát barázdának hívjuk, holott valójában nem barázda, nem folytonos, de annyira elterjedt és szemléletes a barázda, hogy ez maradt a neve. Kb. 20 000 barázdamenet van egy CD-n, s ha a spirált kiegyenesítenénk, akkor majdnem 7 km hosszúságot mérnénk. A barázda szélessége 0,6 µm, a szomszédos menetek közötti távolság 1,6 µm. Egy hajszál szélességében 30 barázdamenet férne el. Ha egy CD-t egy focipálya nagyságára felnagyítanánk, a barázdák szélessége még mindig csak 0,5 mm lenne.

Azt már tudod, hogy a CD felszínek (land) és gödrök (pit) formájában tárolja az információt. Ezt legtöbbször ehhez hasonlóan ábrázolják:
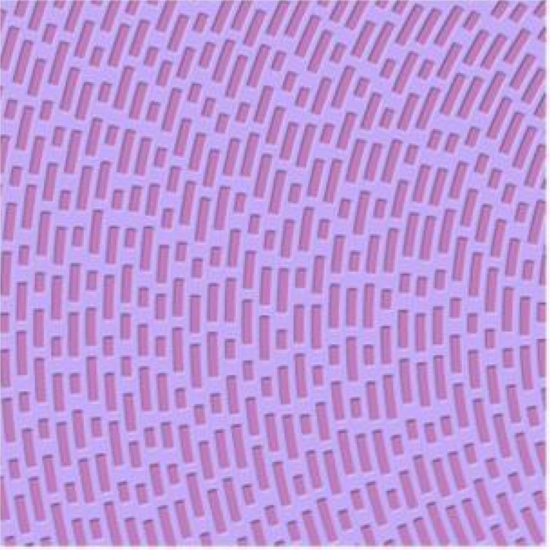
Optikai mikroszkóp alatt így néz ki:
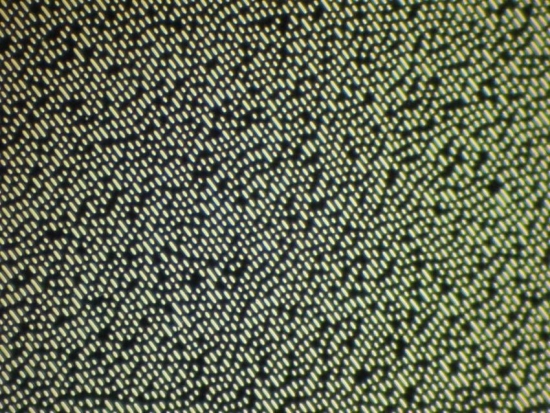
Milyen jó is lenne, ha a világ ilyen szép lenne. A következő fotó úgynevezett atomerő-mikroszkóppal (atomic force microscopy, AFM) készült, igaz, nem CD-ről, hanem DVD-ről, de ez a lényegen nem változtat; ezeknek a szabálytalan gödröknek és felszíneknek a változásaiból kell az optikai lemezeket lejátszó berendezéseknek további feldolgozásra alkalmas jelet előállítaniuk. Az atomerő mikroszkópok felbontása kb. ezerszer jobb, mint a legnagyobb felbontású optikai mikroszkópoké.
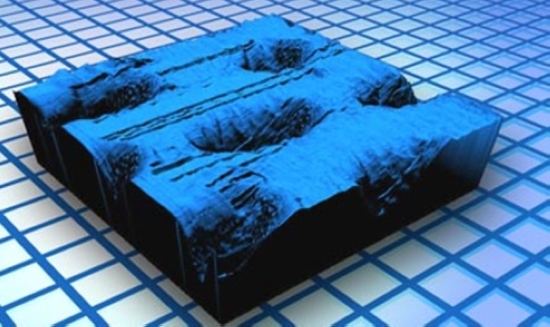
Sikerült megint a saját csapdámba esnem, ha ugyanis már megemlítettem, hogy a fenti kép atomerő mikroszkóppal készült, akkor kénytelen vagyok néhány szót ejteni arról is, hogy ez a műszer micsoda. Az atomerő mikroszkóp a pásztázó mikroszkópok egyik fajtája. A pásztázó mikroszkópok nem a képet mutatják, mint a fénymikroszkópok, hanem vagy érintve vagy érintés nélkül végigtapizzák a vizsgálandó tárgyat, és az így nyert adatokból számítógépes program alkotja meg a képet. Az atomerő mikroszkóp sajátossága, hogy kiválóan alkalmas a mélységi jellemzők mérésére. A következő két videó a működés elvét, illetve a használatát mutatja be. A néni és a bácsi természetesnek veszi, hogy ismered a Hooke-törvényt és a van der Waals kölcsönhatást.
A Hooke-törvény az egyszerűbb, azt mondja ki, hogy egy rugalmas test alakváltozása, például elhajlása egyenesen arányos azzal az erővel, amely az alakváltozást okozza. Minél nagyobb az erő, annál nagyobbat változik a test alakja.
Johannes Diderik van der Waals holland tudós fölfedezte, hogy a gázok csak bizonyos nyomás- és hőmérséklet-tartományban viselkednek ideális (tökéletes) gázként; például a gázatomok nem pontszerűek.
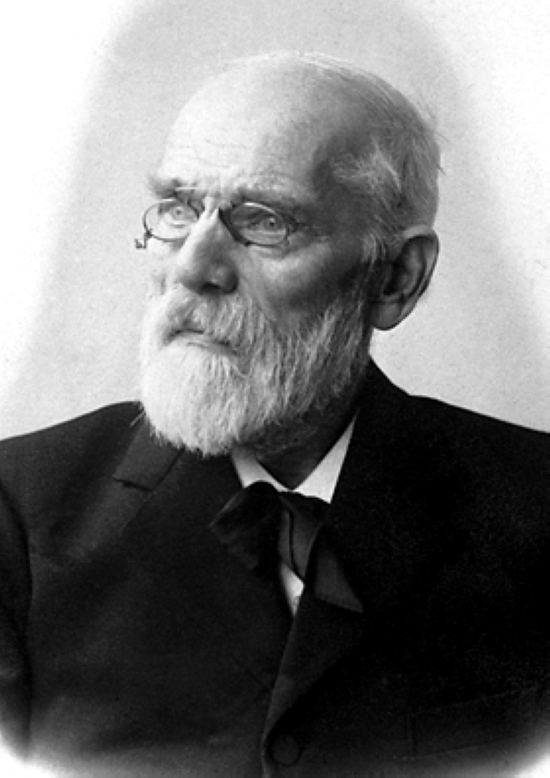
Rájött, hogy az atomok, illetve molekulák között nemcsak erős kötések jönnek létre, hanem ennél sokkal gyengébb, másodlagos kötések, kölcsönhatások is. Aztán kiderült, hogy nem csak a gázokban vannak ilyen gyenge kötések. Ezeket a másodlagos kötéseket, pontosabban ezek egy csoportját előidéző erőket hívják van der Waals erőknek, s ezeket használja ki az atomerő mikroszkóp.
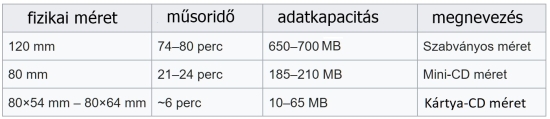
A műsoros hang-CD, vagyis a CD-DA gyártásának első fázisa az előkészítés, a premastering. Ennek során a ma már szinte kizárólag digitális hordozón (SSD, HDD, memóriakártya, pendrájv, stb.) érkező hanganyag minőségét ellenőrzik (pl. megszólal-e egyáltalán), számítógépbe töltik, ha kell, átalakítják .wav vagy .aiff formátumba, és hozzáadják az indexeket, alkódokat. Elkészítik a .cda kiterjesztésű, 44 bájtos fájlokat is, amelyeket egy-egy nótához rendelnek, és a legtöbb CD-játszó ezek segítségével indítja el, illetve állítja le a lejátszandó nótákat.
Ha nem akarod, hogy a CD-sokszorosító üzem sokat pöcsöljön a premasteringgel, te is elkészítheted otthon. Azt a formátumot, amit ma már minden CD-DA gyártónak el kell fogadnia, DDPi-nek (digital description protocol image) hívják; az eljárást, illetve a végterméket pedig DDP-nek. A DDP jellemzően négy filéből áll: az audió képből (.DAT), a DDP azonosítóból (DDPID), a DDP adatfolyam-leíróból (DDPMS) és egy alkódleíróból (PQDESCR). Egyes változatok egy szöveges filét is tartalmaznak, amely megadja a számok címét és időzítését. Az alkód tartalma ISRC is lehet. Régi ismerősöddel, a Reaperrel ingyen készíthetsz DDP-t.
Ettől kezdve a gyártás nagyon tiszta, gyakorlatilag pormentes környezetben zajlik le, hiszen egy átlagos porrészecske 100-szor nagyobb, mint az átlagos gödör, és még a legkisebb porrészecske is használhatatlanná teheti a lemezt. A helyiségek levegőjét gondosan szűrik, hogy távol tartsa a szennyeződéseket, és a dolgozóknak speciális ruházatot kell viselniük. Ha kibújik belőled a humanista, s eszedbe jut, hogy a koronavírus járvány idején mennyire utáltuk a maszkot, akkor gondolhatod, hogy a CD-gyártás bizony, szenvedés.
A következő fázis a mastering, az üveg mesterlemez készítése. Az üveg mesterlemez nagyon kényes darab, a vele szemben támasztott követelmények az alábbiak:
Az átmérő tűrése: 士 0,02 mm; a vastagság 1,6 土 0,02 mm; a körkörösség ≤ 10 μm; a síklapúság ≤ 10 μm; a parallizmus: ≤ 10 μm; a felületi érdesség, Ra ≤ 10 μm.
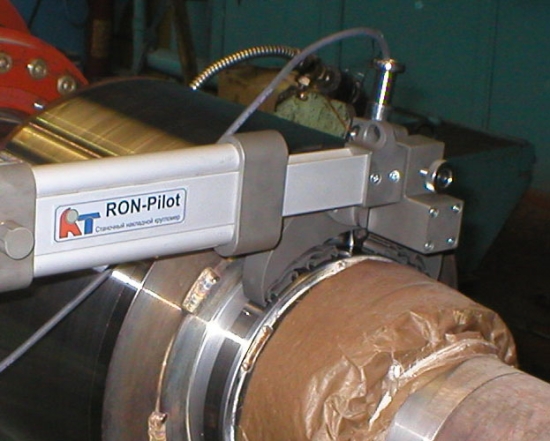
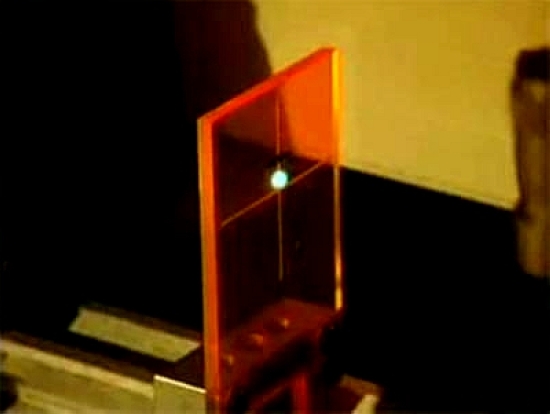
Mielőtt eldobnád az agyadat, a fentiek közül néhányat megmagyarázok. A körkörösség azt jelenti, hogy a lemez mennyire tér el az ideális geometriai körtől. Mutatok egy körkörösség mérőt.
Ha egy lemez tökéletesen lapos lenne, akkor minden egyes pontja ugyanabban a síkban lenne. A síklapúság az a jellemző, ami a síktól való eltérést mutatja.

A parallizmus a lemez legvékonyabb és legvastagabb része közötti különbség. Az üveg mesterlemezen nem lehetnek törések és repedések, felületi forgácsok, buborékok és átlátszatlan zárványok, karcolások, hibás polírozásból adódó gödrök, ultrahang okozta károsodások, ujjlenyomatok és kesztyűnyomok, szennyeződések, felületi korróziók.
Az üvegfelület tisztításához ultrahangos mosót használnak.

Annak érdekében, hogy a polírozás során ne szennyeződjön be, az üvegfelület nem lehet elektromosan töltött. Az esetleges sztatikus állapot megszüntetése (antisztatizálás) után az üvegfelületet ellenőrzött környezetben polírozzák. Csiszolóanyagként olyan szilícium-dioxid csiszolóanyagot használnak, amelynek szemcsenagysága ≤ 0,5 µm, s addig dörzsölik a lemezt, míg el nem érik a 10 µm-nél kisebb felületi érdességet.
Ezt követően a lemezt bevonják folyékony fényérzékeny lakkal, fotoreziszttel.
Ebben a lépésben, amelyet külföldiül Resist Mastering Preparationnek, RMP-nek hívnak, vékony alapozót visznek föl nagy sebességgel a forgó üvegfelületre. Az alapozó ragasztja az ezután fölvitt fényérzékeny bevonatot az üvegre. Tehát miután az alapozó megszáradt, vékony rétegben fotoreziszt bevonatot visznek föl. Minőségellenőrzést követően az üveglapot sütőbe helyezik, és kb. 30 percig sütik 90 °C-on.
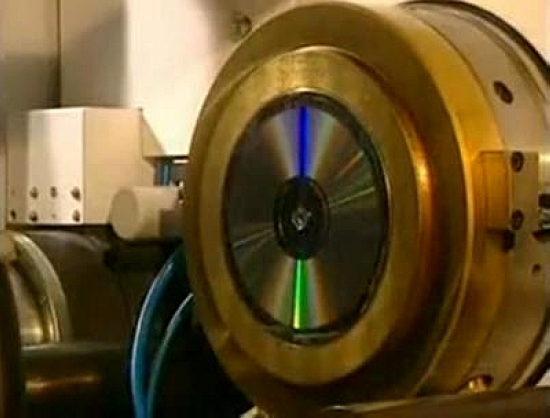
Az üveg mesterlemez készítésének legkényesebb része a digitális jelek exponálása a fényérzékeny rétegre. Az analóg hanglemez gyártásával nagyon csekély hasonlóságot mutató folyamatot a CD vágásának is nevezik. Külföldiül Laser Beam Recording (LBR) a neve. A premastering fázisban előállított jelet a Mastering Interface System nevű berendezésen keresztül nagyfrekvenciás jellé alakítják, és továbbítják a lézersugár meghajtóba. A lézersugár a meghajtó jelnek függvényében beégeti a fényérzékeny anyagba a lyukakat az adott helyeken. A rögzítés a lemez közepétől spirál mentén halad a lemez széléig.
A beégetés után a lemezt nátrium-hidroxid (NaOH) vagy más lúgos oldatban hívják elő.

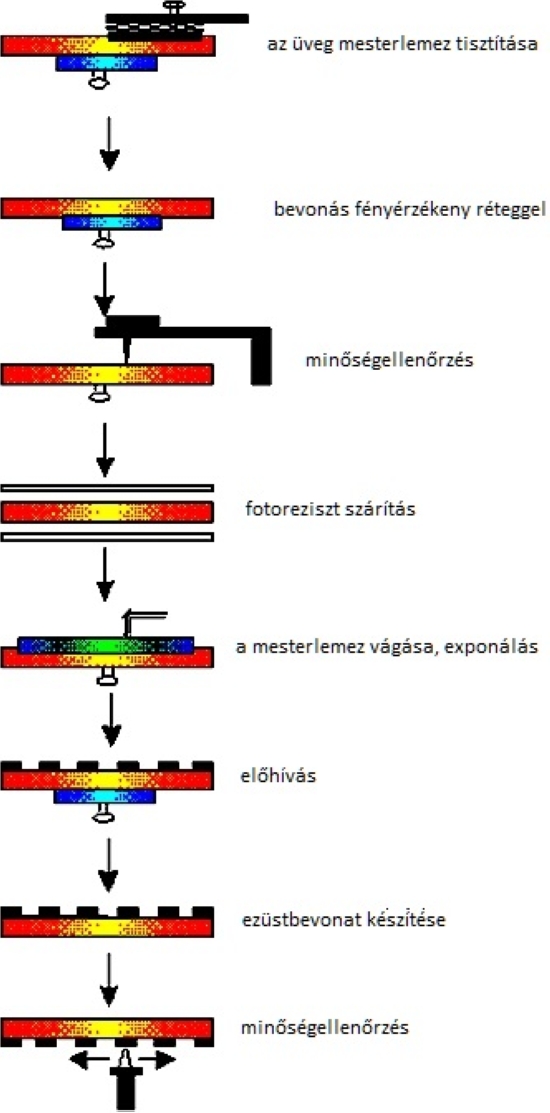
Ahol a lézer érintette a felvétel során a fényérzékeny réteget, a lemosás után látható kicsi gödröcskék hordozzák az információt. Az előhívott üveg mesterlemezt vákuumkamrába helyezik, és kis mennyiségű ezüsttel, 0,12 nanométer vastagságban vonják be. A galvanizáláshoz ugyanis vezetőképessé kell tenni a lemezt, ez lesz az egyik elektróda. Az ezüstözött lemez minőségét ellenőrzik. Az eddigieket foglalja össze az alábbi ábrasorozat.
Az eddigi folyamatot túl bonyolultnak vélhetted, de nincs másik, pedig lehetett volna. Az analóg DMM (lásd a sorozat 389. részét) mintájára az egykor német tulajdonban levő, a két városrészt kettéosztó berlini fal nyugat-berlini részének közelében levő Neumann cég mérnökei kifejlesztették a Direct Metal CD Mastering technológiát, s olyan szerencsés voltam, hogy amikor vendégül láttak a gyárban, megmutatták a „vágógép” mintapéldányát. Sőt, mutattak egy alkatrészt is, egy lézeresztergával megmunkált tengelyt, ami miatt ebből a gépből soha nem fognak hazánkba szállítani, mert az amerikaiak által a nyugat-európaiakra erőszakolt, ún. COCOM tiltólistán emiatt a tengely miatt szereplő gép az egykori szocialista országokban nem értékesíthető. A Direct Metal CD Mastering azonban valami miatt megbukott, senkinek nem kellett.
A CD-gyártás második fázisa elektroforming, magyarul elektroformázás néven fut. Az elektroformázás galvanizálás, csak mennyivel menőbb nem annak hívni. A CD-ket gyártó fröccsöntő formák elkészítéséről van szó, s ez már nagyon hasonlít a vinil lemez gyártásához.

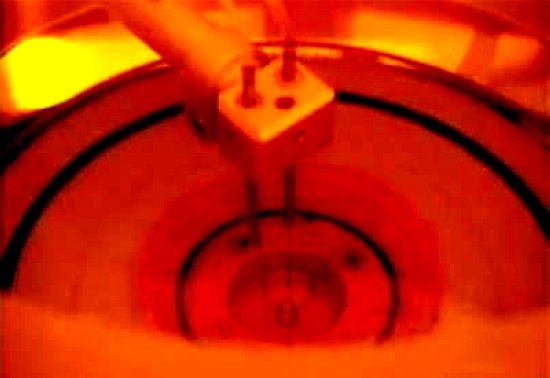
Az ezüstözött lemezt először olyan kamrába teszik, amelyben igen nagy vákuum van. Itt a réteg vastagságát a kamra tartályában fürösztve vanádium-nikkel ötvözettel 150 nm-re növelik. Majd egy másik kamra tartályában 300 µm-re hizlalják a réteget. Ennek a fémrétegnek a vastagságát szigorúan ellenőrzik. Az eljárás során három elektrolit oldatot használnak. A nikkel-szulfamát a szulfaminsavnak a nikkellel alkotott sója. A szulfaminsav képlete H₃NO₃S; az anyag fehér színű, jól oldódik, pl. vízkő eltávolítására használják. A nikkel-szulfamát viszont száraz állapotban zöld színű. A nikkel-szulfamát a fő szállító közege a Ni+ ionoknak a pozitív elektródától a negatív töltésű lemezig tartó útján. A bórsavat a savasság pH-értékének kiegyensúlyozására használják. A nikkel-kloriddal a Ni+ ionok koncentrációját stabilizálják. Ha ugyanis a Ni+ ionok kimerültek, a présforma hibás lesz. Az elektroformázás kb. két órán át tart. Talán nem kell mondanom, hogy az elektrolitok nagyon mérgező, rákkeltő vegyületek.
A galvanizálást követően a fémréteget – ami tehát ellentétje a CD-nek; a gödrök kiállnak belőle – leválasztják az üvegről. Ez az apa, amit passziválnak. Ugyanis a nikkel rétegen a levegőben levő oxigén gyorsan vékony oxidréteget hozna létre. Az elektroformázáshoz használt kéntartalmú vegyület beépül a bevonatba, és rontja annak korrózióállóságát. Az apát ritkán használják közvetlenül a CD sokszorosításához, mert ha netán megsérül, kezdhetik az egész cirkuszt elölről. Ezért az apát visszahelyezik a galvanizáló tartályba, és egy másik réteg nikkelt növesztenek rá. A galvanizált apát kiemelik a tartályból, s az új réteg nikkelt eltávolítják róla. Ezt az új réteget hívják anyának. Az anyát visszahelyezik a galvanizáló tartályba újabb két órára, és erre is másik réteg nikkelt növesztenek. A képződött réteget leválasztják az anyáról, és ezt a réteget hívják fiúnak. A fiúkat használják fel a tényleges CD létrehozásához. Az anyától való elválasztás után a fém fiút leöblítik, megszárítják, polírozzák, és egy lyukasztógépbe teszik, amely kivágja a középső lyukat, valamint kialakítja a kívánt külső átmérőt.
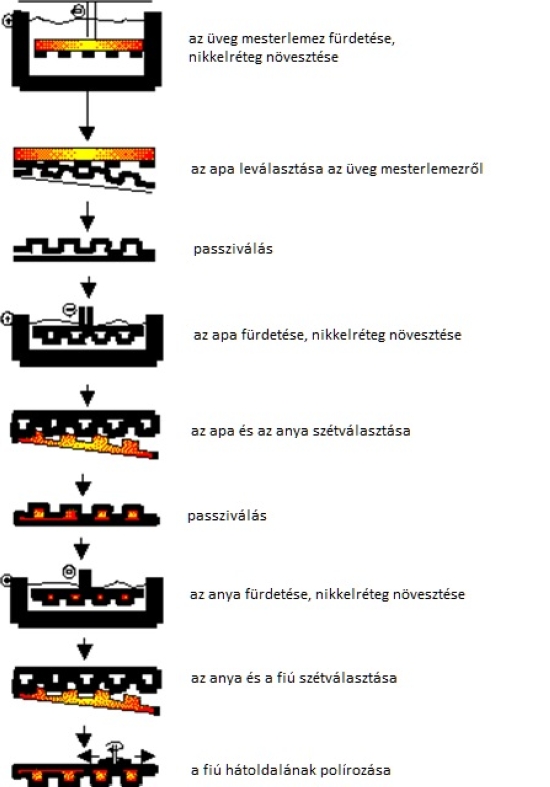
Egy apa három anya előállítására alkalmas, s ugyanígy, mindegyik anya három fiút szülhet. Minden fiú körülbelül 30 000 lemez gyártásához használható. 9*30 000 = 270 000. Ha ennél több CD-re van szükség, több üveg mesterlemezt kell készíteni.
A harmadik fázis a CD fröccsöntése.
A fém fiút a fröccsöntőgépben korong alakú üregbe helyezik. Az olvadt polikarbonát műanyagot ebbe az üregbe, szerszámba öntik. Miután a műanyag kihűlt, a még átlátszó polikarbonát lemezen a gödrök és felszínek ismét az eredeti üveg mesterlemeznek felelnek meg a lemez egyik oldalán. Ezt követően kilyukasztják a lemez közepét. Majd ismét hibákat keresnek, pl. vízbuborékokat, port, vetemedést néznek. A hibás lemezt kidobják. A CD-hez használt polikarbonát átlátszó polimer, alacsony hőtágulási tényezővel. Akár 130 °C hőmérsékleten is ellenáll a hő által okozott deformációnak. A CD-k 1982-es bevezetése óta szerzett tapasztalatok alapján arra lehet számítani, hogy a modern polikarbonát lemezek több évtizeden át stabilak lesznek.
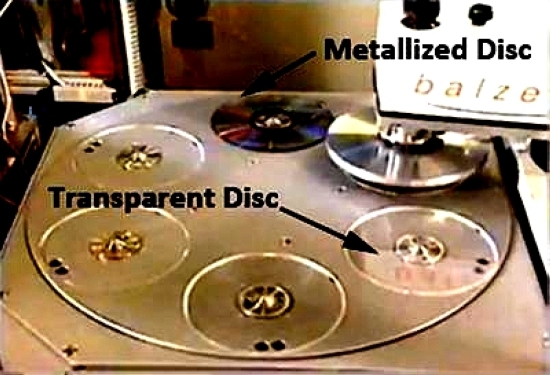
Ezt a lemezt a CD-játszó még nem tudja lejátszani, ezért van szükség a tükröző fémrétegre. Ha a lemez megfelel a minőségi előírásoknak, akkor rendkívül vékony, fényvisszaverő alumínium, esetleg arany vagy ezüst réteggel vonják be. A bevonatot vákuumleválasztással hordják fel. Ebben a folyamatban az alumíniumot vákuumkamrába helyezik, párolgásig melegítik, ami lehetővé teszi, hogy egyenletesen, 50-100 nm vastagon terüljön el a műanyag korongon. (transparent disc = átlátszó lemez, metallized disc = fémezett lemez.)
Az aranyon kívül a fényvisszaverő réteg előállításához használt összes fém hajlamos az oxidációra. Annak érdekében, hogy megvédje valami ezt a vékony réteget a fizikai sérülésektől, a karcolásoktól és az oxidációtól, akril műanyag lakkréteget visznek fel rá 3-5 µm vastagságban. A lakkrétegnek meg kell akadályoznia a pára behatolását, amely funkció gyakran nem működött megfelelően a korai CD-kben. Ennek a rétegnek az instabilitása a fényvisszaverő réteg leromlását okozhatja, ami olvashatatlanná teheti a lemezeket. A védőréteg károsodását okozhatják a mechanikai karcolások, a nem megfelelő, „vérző“ (szivárgó) festékek használata a címkén található információkhoz, valamint az öregedés vagy a nem megfelelő tárolás miatti kémiai lebomlás. Hogy ismét szerves kémiából is okosodj, az akril hivatalos neve poli[metil-metakrilát], rövidítve PMMA. Így azért mégis más, mintha közönségesen csak plexinek hívnánk. A képlete: (C5O2H8)n; kiváló optikai tulajdonságai és kedvező ára miatt az egyik legkeresettebb műanyag. Sűrűsége 1,19 g/cm³, kb. fele az üvegének. A PMMA a látható fény kb. 92%-át ereszti át. A CD-k és DVD-k védőrétegében az ütésállósága miatt szeretik.
A CD-re feliratokat, képeket nyomtatnak. Kétfajta eljárást használhatnak. Az egyik a szitanyomtatás, ami az olcsóbb megoldás. A jelenleg használt technológia szerint fényérzékeny anyaggal bevont műanyagból készült szövetre 1:1-es léptékű síkfilmet helyeznek. Erős lámpával megvilágítva exponálják a szitára felvitt anyagra a mintát. Az előhívást követően vízzel kimossák a szitát, így megjelenik a rajzolat, és a kívánt területeken szabaddá válik a festék útja. Gumi simítókéssel préselik át a festéket a szitán, amely azt csak a fedetlen részein engedi át. A másik az offszetnyomtatás. A festéket egy nyomólemezre és onnan egy gumihengerre viszik fel, majd erről kerül a nyomtatási felületre. Ahhoz, hogy az offszetnyomtatás színhelyes legyen, egy nagyon vékony fehér réteggel vonják be a CD-t.
A CD-DA gyártásának utolsó fázisa a csomagolás, amelynek során a CD-t, a belső borítót és a kísérő füzetet a tokba helyezik, és ha rendesek, még celofánnal vagy vékony műanyag fóliával körbe is veszik.
Egykor hazánkban is volt CD-gyártás, így magyar nyelvű videóban nézheted meg az egyes fázisokat.
Ez viszont kicsit magyarázóbb
A gyári CD-k élettartamára vonatkozóan érdemes Michele Youket-nek, az USA Kongresszusi Könyvtárának archiválási szakértőjét idézni: „Ahány CD, annyiféle. Nincs átlag, nincs átlagos lemez. Nem tudjuk előre megmondani egy-egy korong élettartamát, de egyiké sem végtelen.”
A Kongresszusi Könyvtár kb. 400 000 digitális optikai lemezt gyűjtött össze. Ezek tartalmát igen nagy tempóban másolják át ipari, nagyon megbízható merevlemezekre.
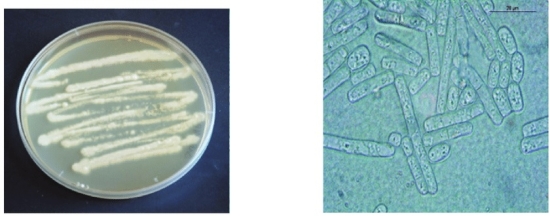
A CD-k szélei néha nem teljesen tömítettek, így gázok és folyadékok juthatnak be a CD-be, és korrodálhatják a fém visszaverő réteget, vagy megzavarhatják a lézersugár fókuszálását a gödrökön. Ezt a jelenséget lemezrothadásnak nevezik. A Magyar Rádióban sok rothadt CD-t próbáltak megmenteni, sikertelenül. A geotrichum candidum gombáról megállapították, hogy magas hő- és páratartalom mellett fogyasztja a CD-kben található polikarbonát műanyagot és alumíniumot: a spórák lyukakat fúrnak a lemezbe. "A természet nagyon okos, és az általunk tervezett anyagokat előbb-utóbb valamilyen szervezet lebontja." – mondta Marc Walls, a madridi Nemzeti Biológiai Központ biológusa.
A lemez minőségének általános mutatóját „Block Error Rate“-nek vagy BLER-nek nevezik. A BLER a C1 dekóder bemenetén (lásd a sorozat előző részét) rossz szimbólumokat tartalmazó adatblokkok száma másodpercenként. A Vörös Könyv maximum 220 blokk/másodperc BLER-t határoz meg. A CD-n másodpercenként 7 350 blokk van. A magas BLER rossz gödörgeometriát jelez: az optikai rendszer nehezen tudja leolvasni a lemezt, következésképpen sok véletlenszerű bithibát produkál. A BLER-t speciális tesztműszerekkel mérik.